Mixing Systems
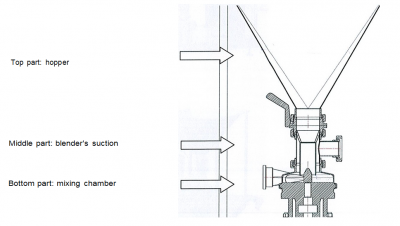
The Mixers dissolve and homogenize powdered or crystalized products with a liquid and mix of different types of liquids. The operation is very simple, a centrifugal pump sucks the fluid from the tank creating a double Venturi effect under the hopper The product that is contained in the hopper is sucked in and pushed into the liquid at a powerful rate to ensure a perfectly homogenous mixing. The product is then transferred by the pump further down the line or into a storage tank.
MIXER APPLICATION EXAMPLES:
- Sugar Syrup
- Blasamic Glaze
- Ice-Cream Blends
- Pectin & Starch
- Tomato Sauce
- Brine & Preserving Liquids
- Vegetable Fat-Based Cream
- Yeast Production
Extra Info

TMV MIXER TECHNICAL FEATURES:
- Tank Capacity from 300 to 5000 Liters
- Mixing & Transferring Pump
- Spray Balls to clean the entire machine
- Bag Holder for the Hopper
- Switchboard & Mixing Timer
OPTIONAL MIXER TECHNICAL FEATURES:
- Tank Thermal Conditioning with Refrigerated Double Jacket
- Recipes & Product Load Management with INOX-Pro Software
- PLC Interface with Built-In Modem for Connection to Internal Network and Remote Access
- Internal Agitator
- Custom Design for Plants
- Speed Regulator of the Dissolver
- Welded Cover
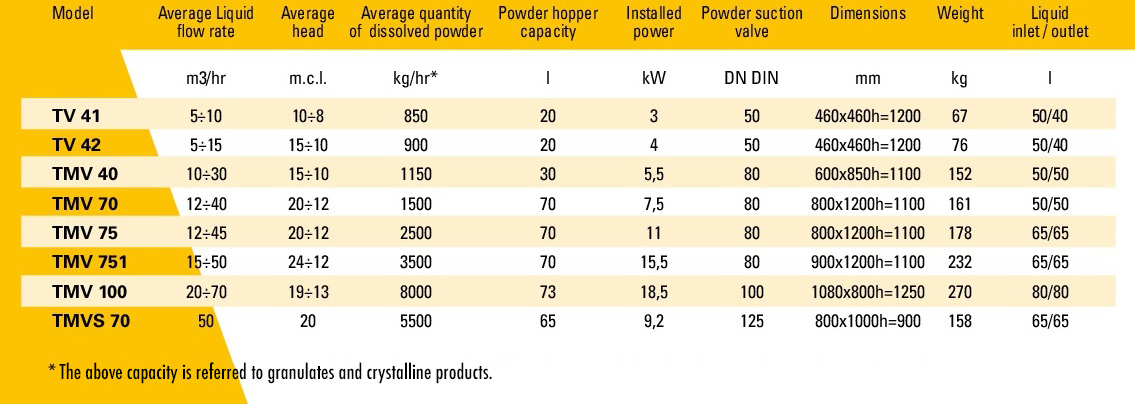
TECHNICAL DATA - TMV

DR MIXER TECHNICAL FEATURES:
- Tank Capacity from 300 to 5000 Liters
- Compact Design for Companies with Limited Space Available
- Adjustable Feet
- Manual Control Valves
- DN 11851 Connections
MIXER CUSTOMIZATION OPTIONS:
- Tank Thermal Conditioning with Refrigerated Double Jacket
- Automatic Product Transfer & Load
- Recipe management with INOX Software
- PLC Interface
- Made of Stainless Steel Aisi316L
- BA Mirror Polish for the Parts in Contact with the Product
- UL Certification for the North American Market
- Extra Dosages and Storage Tanks
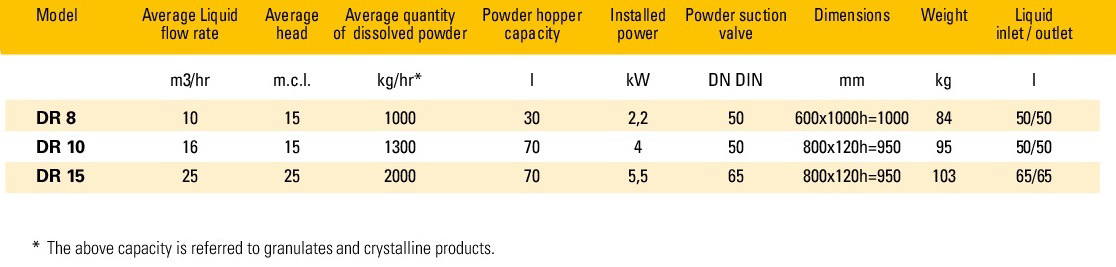
TECHNICAL DATA - DR